[VIP第1年] 指数:1
[VIP第1年] 指数:1
热镀锌前需要对工件表面进行酸洗处理,然后在水洗池中把残留在工件表面的残酸和氯化物冲洗掉,洗净的工件在进行助镀液的浸渍。由于在水洗过程中不可能把表面的盐酸和氯化物完全洗净,大约每吨工件会带出4升溶液进入助镀槽中,久而久之使助镀液pH值降低,铁盐、亚铁盐质量浓度增高,使助镀液质量下降。当助镀液中的铁盐附着在工件表面带入锌锅后,会与锌反应形成锌渣,造成锌耗增加。通常1份铁与25分锌结合形成锌渣,通过摩尔质量换算1g铁进入锌锅内会造成30.02g锌渣。
2.铁盐的影响
FeCl2与锌反应时将会产生Fe-Zn键结,这是锌渣生成的主要原因,化学式如下:
FeCl2 + x Zn -> Fe.Zn(x-1)
工艺要求助镀液中,ρ(FeCl2)最高不得超过13g/l,而实际生产运行中氯化亚铁最高可达60g/l以上,这样就会给热镀锌工序带来很多麻烦。锌铁合金(锌渣)沉到锌锅底部,需定期停产清捞,使有效锌出现大量浪费,铁盐的含量高会使镀锌层变得粗糙,附着力下降,降低热镀锌质量,且铁离子会在镀锌层表面形成非常细微的锌渣结晶,造成附锌层增厚,增加了热镀锌成本,目前有实验数据表明,当助镀液中亚铁离子含量达到6g/l时, 附锌层厚度将增加11.4%。换算为每吨工件(按80m2计),则耗锌量增加量为4.3kg/t工件。
3.助镀液除铁设备的优势
3.1节省锌渣产生量
助镀液采用净化处理后,一般能够维持助镀槽内铁离子浓度为1g/L以下,镀锌锌耗降到为50kg。每吨镀件节省锌耗35kg,根据锌渣与锌灰的差价2.6元/kg,则每镀1吨工件,可节省费用91元。(注:以上锌耗核算是根据每吨镀锌表面积80㎡计算结果)
3.2节省助镀液消耗量
采用助镀液净化处理设备后,助镀液可以持续使用。只需定期向槽内补充氯化锌和氯化铵即可。配置1吨助镀液大约需要2900元,根据产量不同,每年需要配置20-30吨不等,则可节省助镀液消耗费用5.80万-8.70万。
3.3降低镀锌厚度,减少漏镀状况
助镀液被污染情况下进行镀锌,镀锌层厚度≥748g/m2,经过处理后的干净助镀液可控制锌层厚度在643g/m2以内,降低用锌量高达16%,有效节省镀锌成本。
另外,助镀液质量下降后,导致工件部分表面对锌液的粘附性下降,锌层容易脱落,干扰形成正常的“锌-铁合金”,产生漏镀现象。助镀液除铁设备,可以有效提高助镀液质量,保障工件表面的粘附性均匀有效。
4.除铁工艺说明
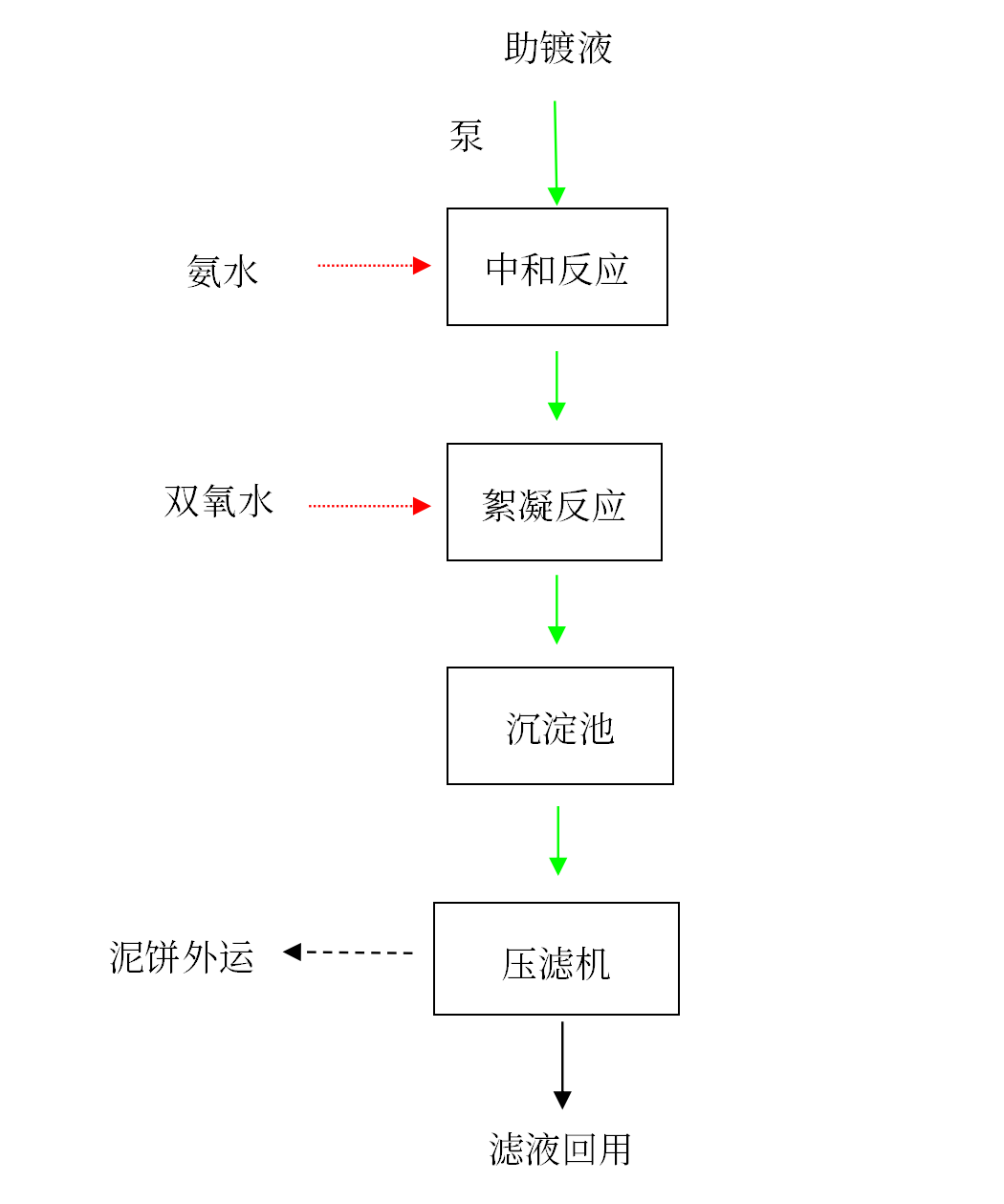
助镀槽中的助镀液经提升泵通过自动控制系统加入氢氧化铵,使pH控制在3.5-4.5之间。经中和后的溶液进入氧化反应中,反应过程中加入氧化剂,使溶液中的Fe2+氧化成Fe3+,最后生成Fe(OH)3沉淀物。氧化后的溶液进入沉淀槽中,由隔膜泵抽至厢式压滤机,实现清水与污泥的分离。形成的泥饼定期清理外运。液体回用。
5. 效果分析
|
序号 |
样品名称 |
检测项目 |
检测结果 |
|
1 |
助镀液处理前 |
PH |
2~3 |
|
氨 |
214.2g/l |
||
|
锌 |
120.0g/l |
||
|
铁 |
8.0g/l |
||
|
2 |
助镀液处理后 |
PH |
4~4.5 |
|
氨 |
212.8g/l |
||
|
锌 |
118.0g/l |
||
|
铁 |
0.8g/l |
助镀液处理流程图